重型和超大型数控机床的特点及发展现状
一、重型机床设计的共性
大型和重型机床用于加工大型零件,其共同特征是工件的重量大,可达数百吨,机床尺度大,可达数十米,切削力大,可达数千牛。这“三大”就造成大型和重型机床设计原则与中小型机床的有较大的差别。主要表现在机床结构件、导轨系统、驱动方式和加工工艺复合化4个方面。
1、重型机床的结构件设计
重型机床的结构件尺度大,受力大,既需要保证有足够的刚度,又不能无限制增加机床本身重量。特别是对于移动部件,更要在保证刚度的前提下轻量化,以减少功率消耗,提高机床动态性能。因此,对移动部件的结构优化,应该放在首要地位来考虑。
以立柱为例,实体的立柱固然具有最大的刚度,但材料耗费也最大,没有加强筋的薄壳柱体,材料最省,重量仅为实体的19%,但变形最大。设计者的任务是在两者之间选择相对刚度较大,材料用量相对较少的优化方案。不同机床厂家采取的措施有:网格形、隔板形、蜂窝或交叉形加强筋。重型机床的结构件不能仅凭经验设计,必须借助有限元分析和拓扑优化才能获得最佳的刚度重量比,保证机床良好的静态和动态性能。一个成功的加强筋案例,材料耗费仅增加4%,而刚度却提高了350%,
2、导轨和驱动系统设计
重型机床不仅本身移动部件重,上百吨的工件重量不可忽视,而且工件重量不是固定不变的,这对工作台导轨系统设计提出了难题。线性导轨的承载能力有限,滑动导轨在载荷波动大的情况下,性能也不理想,静压导轨往往成为首选的方案。
在采用静压导轨和齿轮驱动的结构中,往复移动工作台的导轨面上安装有液压支撑块,借助两个驱动齿轮使工作台移动;回转工作台的底座上按圆周分布有液压支撑块,与工作台底面的导轨配合。为了适应工件重量的变化,要求每个液压支撑块独立供油、压力可调、温度保持恒定,构成一个压力和温度的自动调节系统。
当直线移动距离超过6 m时,滚珠丝杠螺母传动就不太适用。因此,在重型机床的长距离移动时大多采用齿轮齿条传动。为了消除反向背隙,通常采用两个伺服电动机完成进给,从伺服电动机用于消除背隙。回转工作台的双伺服电动机驱动亦然。
3、加工工艺复合化
加工工件重量大、搬运不方便、定位调整费事费时,最好一次安装全部加工完毕,由此复合加工机床应运而生,如:落地镗床变成落地镗铣床,龙门铣床成为龙门铣、镗、车床,重型车床增加铣削、滚齿功能等。
二、INVAR系列落地镗铣床
意大利巴帕斯集团推出的INVAR落地镗铣床是现代重型镗铣床的代表。INVAR落地镗铣床具有6~8轴数控(包括双摆数控铣头),不仅外形美观,呈现时代感,且具有以下3个与众不同的结构特点。
(1)移动立柱采用全封闭结构。借助独立的空调系统供给恒温气流,保持立柱和主轴箱处于一个恒定的热状态,避免机床结构热变形所引起的加工误差。
(2)独立的外部承力框架。与立柱相互独立的外部框架承担主轴箱滑座、刀具自动交换装置和升降操纵室的重量,立柱仅承担滑座垂直导向和切削力,大大减少了立柱的载荷和变形,从而达到了非常高的定位精度。
(3)4台力矩电动机驱动。立柱的X轴移动借助4台力矩伺服电动机驱动,分为两组对称安装在立柱两侧。每一组是一台电动机位于另一台直接与小齿轮相连的电动机的上面,以实现消除反向背隙的电预紧载荷,提高了移动轴的动态性能,避免了齿轮箱传动的机械磨损,达到实时响应的目的。
为了适应多种工艺加工的需要,该机床备有各种铣头和镗刀头。
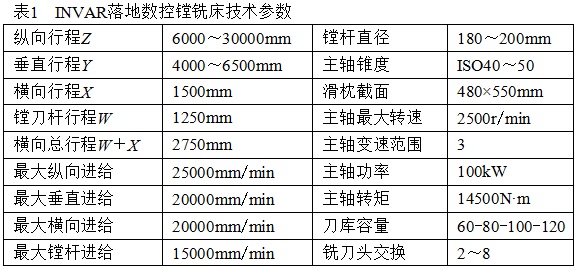
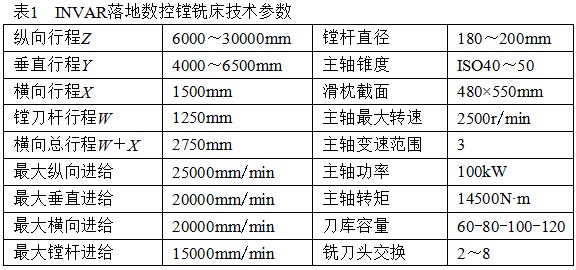
INVAR系列有两种型号:INVAR2 和INVAR3,可配2000mm×2000mm到5000mm×5000mm的回转工作台,移动范围为1500mm~4000mm。INVAR3落地镗床的主要技术规格见表1。
三、GMCU-AR系列动梁动柱龙门铣床
为了避免工件重量对机床的影响,最好的方法是工件装夹在不动的工作台上。西班牙札耶(Zayer)公司的GMCU-AR系列动梁动柱龙门铣床是这类机床的典型产品。该系列的基本型号是GMCU-15000AR,配置一个移动龙门,纵向最大行程15 m;加长工作台的型号为GMCU AR-2P,有两个移动龙门,纵向最大行程30m,可在工作台上装夹多个工件,借助两个龙门的主轴同时加工相同或不同的工件,以提高生产效率。
为了满足不同加工要求,GMCU-AR系列配有自动换头系统,可以按需更换不同的铣头。
机床的结构件采用高强度灰铸铁,整个机床结构对称,保证了高刚度、高精度、高阻尼和高稳定性。3个线性轴的导轨系统是在淬硬到58~62 HRC的矩形导轨面上安放预紧力可调的滚柱排条构成滚动导轨,刚度较高,调整方便。
X轴和Y轴的移动借助双伺服电动机驱动齿轮齿条来实现,从而避免了反向背隙,保证机床具有良好的动态性能和加工精度。
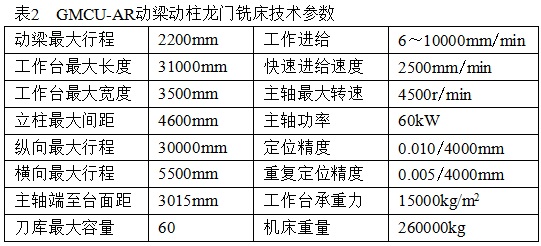
GMCU-AR系列的规格可以按照用户的需求定制,其最大规格的技术参数见表2。
四、 M150大型车铣复合机床
大型轴类零件通常具有复杂的特征形状,需要进行车、铣、钻、镗,甚至齿轮加工。奥地利WFL公司率先推出MILLTURN系列车铣复合机床,以满足一次装夹大型轴类工件将其全部加工完毕的需要。MILLTURN系列从中小型M50开始,一直到大型的M150,中心距可达8 m。
MILLTURN 系列的设计理念是将车床、5轴加工中心和3D测量机集成在一起。采用斜床身布局,降低横向滑座和中心架的高度,增加了机床的稳定性、且加工区域的可接近性好、操作方便。
床身采用全封闭结构,内部充填砂子,以增加阻尼,减少振动,提高加工表面质量,延长刀具寿命。封闭床身的平滑前面有效地保证排屑通畅,快速将热切屑移除,减少其对机床热变形的影响。
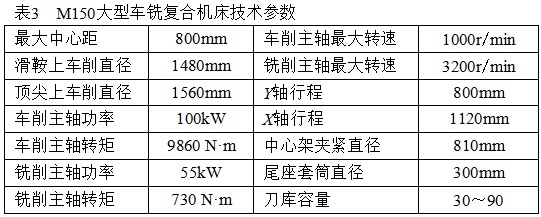
MILLTURN系列除车削外,可完成多种工艺加工,如镗削、铣削、圆弧铣削、B轴车削、成形加工、5轴联动铣削、磨削、滚齿、凸轮铣、曲轴铣和在线测量等。M150大型车铣复合机床的技术参数见表3。
五、超大型高速铣床
飞机、风电、核电、汽轮机、汽车、船舶设计往往需要制作1:1的模型,为了适应这种需求,德国EEWProtec公司推出超大型5轴高速加工中心HSM-Modal。主要用于聚氨酯代木及环氧树脂代木模型的加工。该机床其设计理念是:
(1)用途广。可进行铣削和钻孔、油泥涂覆、打磨、激光切割,甚至高压水切割或数字化扫描。
(2)轻量化。横梁采用碳纤维管构成的框架结构,主轴滑座和壳体采用铝合金制造,提高其动态性能,减少驱动功率的消耗。
(3)高速度。由于移动部件重量轻。惯性小,加速度3g ,最大切削进给速度可达150 m/min,涂覆、激光加工等流程最大移动速度可达220m/min。
(4)尺度大,两侧焊接钢立柱每间隔2 m一根,最多76根,即151 m,比足球场还要大。
(5)安装调试简单。无需地基,混凝土地板厚度大于200mm即可,易于拆除和搬迁。
(6)相对精度高。3个移动轴皆采用直线滚动导轨、X轴和Y轴采用2×1.8 kW伺服电动机驱动无间隙齿轮齿条传动,定位精度±0.2 mm。
(7)能耗小/环境友好。主轴功率7kW,无限液压设备,采用油脂润滑,没有漏油问题,无需冷却液,没有环境污染。
借助HSM-Modal 高速铣床加工船体模型,其加工空间之大无与伦比。
六、结语与展望
重型和超大型机床是小批量和按需定制的产品,品种多而批量小,而且具有与中小型机床不完全一样的核心技术。本文以有限的篇幅介绍了其中的一角。
重型和超大型机床是一个国家机床行业是否强大的标志,我国重型机床厂不少,但居于国际领先水平的不多,缺乏自己的核心技术和基础研究。近年来,市场需求较旺盛,大干快上的比比皆是。岂不知重型机床的寿命需30年以上,重要的不是能不能造出来,而是能够用上数十年,仍然能够保持加工精度。
重型机床投资较大、无论制造和使用消耗各种资源皆较多,且往往利用率并不高,更需要注意采取不同措施提高其效率和效益。
{kind=link}
提示:如无法下载,请右键选择“目标另存为”。