运用HNC-8B系统对数控铣床进行升级改造
随着制造业的快速发展,数控加工的要求也越来越高。企业如何利用现有基础,对数控装置进行改进和升级,进一步提高自己的加工能力,提高企业的竞争力,是一个现实而又紧迫的问题。
一、数控铣床三轴升级四轴的必要性
数控回转工作台作为机床的一个旋转坐标轴由数控装置控制,并且可以与其他坐标联动,使主轴上的刀具能加工到工件除安装面及顶面以外的周边。回转工作台除了用来进行各种圆弧加工或与直线坐标进给联动进行曲面加工以外,还可以实现精确的自动分度,因此回转工作台已成为加工中心一个不可缺少的部件。在数控铣床上添加数控回转工作台,由三轴升级到四轴,不仅能够提高加工的效率和质量,而且可以有效降低企业成本,有着广阔的市场前景。
二、 HNC-8型系统的特点和连接方式
HNC-8系列是全数字总线式高档数控装置,采用模块化、开放式体系结构,基于具有自主知识产权的NCUC工业现场总线技术。支持总线式全数字伺服驱动单元和绝对值式伺服电动机,支持总线式远程I/O单元,集成手持单元接口,采用电子盘程序存储方式,支持CF卡、USB、以太网等程序扩展和数据交换功能。采用8.4英寸LED液晶显示屏,主要应用于数控车削中心、多轴、多通道等高档数控机床。
1、HNC-8B系统连接
HNC-8B系列数控装置采用NCUC工业现场总线,以串联的方式通过IPC单元总线接口PORT0~PORT3 控制总线I/O单元、总线伺服驱动单元等总线设备,最多支持128个设备。如图1 所示。
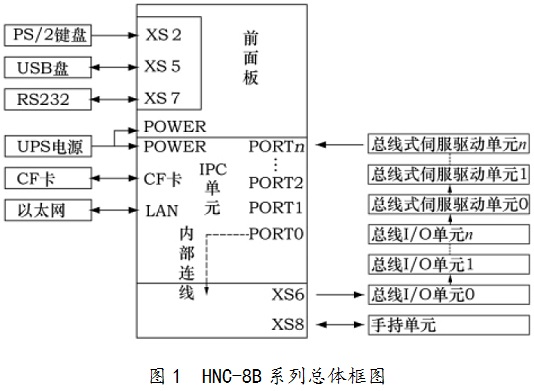
HNC-8B系列数控装置采用UPS电源(HPW-145U)供电,该电源具有掉电检测功能和UPS功能。
HNC-8B系列数控装置仅在手持单元接口(XS8)中有少量PLC输入/输出信号,因此需要通过总线I/O单元扩展外部PLC输入/输出信号。通过总线最多可扩展16个总线I/O单元,其中HIO-1000A 型I/O单元可提供1个通讯子模块和8个功能子模块插槽;HIO-1000A型I/O单元可提供1个通讯子模块和5个功能子模块插槽;功能子模块包括开关量输入/输出子模块、模拟量输入/输出子模块、轴控制子模块等。
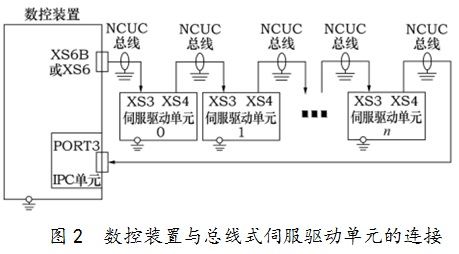
2、数控装置与总线式伺服驱动单元的连接
采用NCUC总线,以串联的方式连接,如图2所示。连接时一定要按照轴号的大小按照顺序进行连接,否则会导致系统混乱。
三、数控铣床四轴升级改造
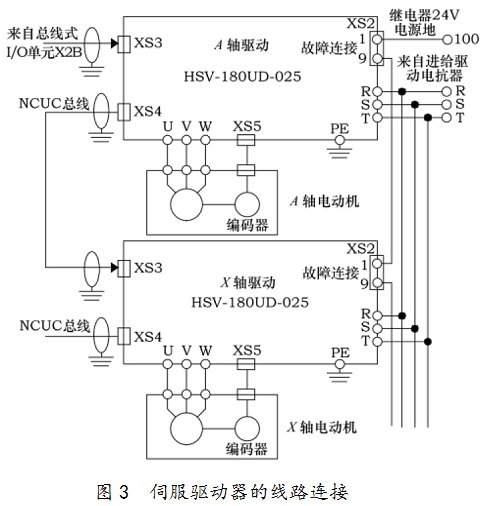
1、总线式伺服驱动器线路连接
将电源接入伺服驱动器(HSV-180UD-025)的R、S、T端;将XS2端口1号接线端子连接到继电器24V电源地,9号端子和X轴XS2端口的1号端子连接;U、V、W连接交流伺服电动机,XS5端口连接编码器电缆;伺服驱动采用总线方式进行通讯,按照HNC-8B的接线要求,来自I/O 单元X2B端口总线接入伺服驱动器的XS3端口,总线电缆由XS4端口输出至X轴伺服驱动XS3端口。为了保护驱动器的安全,连接时还要注意驱动器的制动电阻PE线连接。如图3所示。
2、正确设置NC及驱动参数
(1)机床用户参数设置
参数010017(工位1显示轴标志)由0x_7变为0x_f,这样界面显示由3轴变为4轴;
参数010033(工位1负载电流显示轴定制)加入3,变为0,1,2,3,5;
通道参数:
参数040004(A 坐标轴轴号)由-1变为3,定义A轴轴号为3。
(2)坐标轴参数设置
参数130001(轴类型):定义3,表示该轴为旋转轴;
参数130004(电子齿轮比分子):定义为360,如有机械齿轮比需再乘上齿轮比,用来设置伺服电动机每转一圈机床移动的角度;
参数130004 (电子齿轮比分母):定义为23592960,设置电动机每转一转所需脉冲指令数;
参数130034(最大快移速度):轴的运动速度变为度数,把最高速度设置为200,其他速度按前面比例减少;
参数130068(丝杆导程):定义为360;
参数130068(旋转轴速度系数):设置为1,显示为1°/min。
(3)设备接口参数设置
参数510014(反馈位置循环使能):设置为1,对于旋转轴该参数应定义为1;
参数510016(编码器类型):绝对式编码器设置为3,如果为增量式编码器,有零脉冲反馈信号,则设置为1或0;
所有参数设置完成并保存后,断电重启,参数则生效。
3、第四轴控制梯形图编程
HNC-8型数控系统梯形图编程原则,基本指令和fanuc数控系统的编程原则基本相同,但是在功 能指令方面还是有一些区别的。
对于增加第四轴,首先应该开启逻辑轴使能和伺服使能,如图4所示。梯形图中有注释,所以在本文中没有I/O分配表。
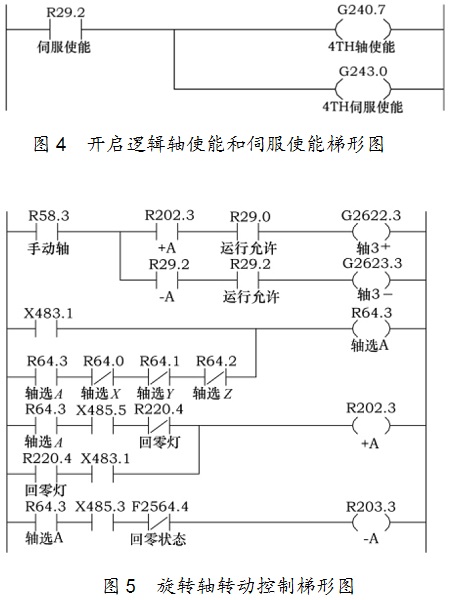
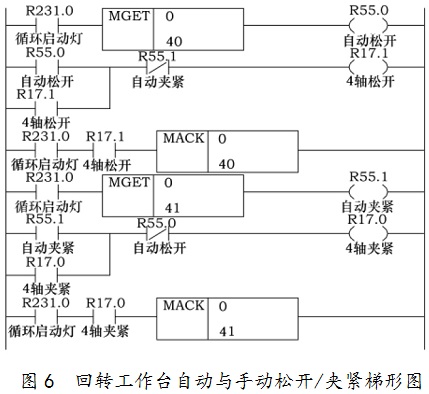
编辑第四轴正/负向转动梯形图,伺服使能允许的前提下,轴将向正/负向手动移动,如图5所示。图6为回转工作台的自动与手动松开/夹紧的程序。MGET为取M代码功能指令,MACK 为M代码应答功能指令。
至此,梯形图只是完成了第四轴控制的基本功能,如果要满足第四轴正常运行,还需完善第四轴回零功能和报警功能,这样四轴升级改造的任务就全部完成。接着就可以试运行加工了。
4、升级改造注意事项
HNC-8系列数控系统输入输出480以上的端口,为系统自身定义的,用户只能使用而不能自己定义,也无需定义,否则会影响数控机床的运行;对于夹紧和松开等输入输出点,用户完全可以根据I/O点使用情况,自己定义,只要不与其他的I/O点相冲突即可。
四、结语
机床按上述步骤升级改造完成后,进行了工件试切加工,从加工结果来看,无论是加工效率还是加工质量完全能够达到要求。数控铣床升级改造获得了成功。