����ʽ����¯�ļ���������Ż�
��20����ĩ��ʼ������ʽȼ�ռ������ҹ��õ���Ѹ�͵ķ�չ��Ȼ����ʵ�����ֳ�������ڸ��������“˫���ȼ���ֻ��Ϊ��ʹ�õ���ֵ��ת¯ú��������Ч��������”�Լ�“����ʽȼ���豸�����Ͽɿ��Ȳ��ߣ����ܲ���Ǯ”�����ۡ����ְ��һ�����۶�����ʽ�����ķ�չ���ƹ�����ܴ�ĸ���Ӱ�죬¯ѹ�ߡ�������ƺ���������ʽ����¯��ͨ�����൱һ��������ʽ����¯��ʼʱ����Ч���пɣ�ʹ��һ��ʱ����ܺ������ߣ�������һЩ����ʽ����ש��¯ǽһ�����䵽¯�ڣ�¯ǽ������֮��Ľ�ϴ��ڻ𡢸�¯ú��й©������ʱ�з��������������Ӱ���˸�����ҵ��Ч��Ͱ�ȫ������ͬʱ������ʽ�����Ľ�һ����չҲ�����൱���������
����ͨ����һ�����߲�����ʽ�Ƹּ���¯��һ����������ʽ����������¯����ķ�����ʵʩ���췽�����������ո���Ч�����з�������Ϊ����“��������”������ʽ����¯��һ���Ż��ṩһЩ�����ͬʱҲͨ�����ۻ�ԭ����¯����ʽȼ�ռ����ı�����ò��Ϊ����ʽȼ�ռ������ƹ��ṩ����IJο���
һ������ʽ����¯���������ʹ�������
1��D��˾��������ʽ�Ƹּ���¯
D���������������ι�˾һ��������������ʽ�Ƹּ���¯��2010��8��Ͷ����Ͷ������������⣬����Ӱ�����¯�IJ��ܲ�����һ����ȫ�����������������ĺ���Ȼû�����Եĸı䣬��2012��ĩD��˾ί���ҹ�˾�Ը�¯����������Եĸ��졣
��1������¯��������
����¯Ϊ����ʽ�Ƹּ���¯������ϵͳ������ͨ�����ֶηֲ����¯����Ҫ�ṹ�ߴ�Ϊ����Ч���ȣ�27000mm������¯�ڿ���12700mm����¯�Ÿ߶ȣ�1500mm����¯�Ÿ߶ȣ�2000mm�����Ϲ��Ϊ150mm×150mm×12000mm����� 160mm×160mm×12000mm������¯������180t/h ����������������200t/h�����ȸ��֣��ͺϽ�֡�̼�ؽṹ�֡�����̼�ظ֣�ȼ�ϼ�����ֵ����¯ú����ֵ2928kJ/Nm3��Nm3Ϊ�������ף����ӵ�ѹ��Ϊ5��10kPa��
��2�����ڵ���Ҫ����
����¯�ܺĽϸߣ��ָָ�¯ú��������310��340m3��������������ߴ�1.2%���ϣ�Լ4��������һ�Σ�¯��ѹ��80Pa���ϣ���ͨ�������ʸߣ��ദ����ʽ������¯ǽ��ϴ��ڻ�й©ú����
��3��ԭ�����
����¯��Ƶ��������������㣬����ѡ����մɷ�������������������Ӱ��¯��ѹ�����ܺĵ���Ҫ���أ�����ʽ�����������û�п��ǵ�ƫ�����⣬��ɼ���¯���������Ľ�һ�����㣻���ڱ�����¯27m����Ч���ȡ�180t/h����װ���ܶ��ԣ�¯�Ÿ߶������ȼ��ǿ�ȶ����Ե�ƫ�͡�
������Ƥ�����ɹ�����Ҫȡ����¯�����������ա�¯���¶ȡ���������900������µ�����ʱ�䡣ԭ����ʽ������ڽǶ���Ʋ�������������ú�������¶Ȳ��㣬����˸�¯ú������ȼ�������ȼ���ٶȽ�����ֻ����Ϊ����߿�����ʣϵ�����ܱ�֤��¯ú������ȫȼ�գ��������¯���γ����������ա�ͬʱ¯��ˮ��ǿ�Ȳ�������ʹˮ�����ֽ����ص����ӡ������⡣ˮ���ľ�������ɸ����ڸ��������������Ƥ�����ױ����䣬������¶�IJ�λ�ֻ��γ��µ�������Ƥ�㣬��Ҳ������������ص�ԭ��֮һ��ԭ����ʽ����Ľṹ���ܷ���Ʋ����������������¯ǽ��ϴ��ڻ����Ҫ���أ�¯��ѹ�����dz�������ڻ�©���Ĵ�Ҫ���ء�
2��F��˾1000mm���ֲ���������¯
F������˾1000mm����1#����¯��2009��1��Ͷ��������Ͷ�����ü���¯�ͱ�¶�����ܲ��㡢����ߵ����⣬������¯ǽ������ʽ���쾭�����ֵ������㸲�¹ʡ�2011��6����¯ǽ��б��������ȫ������ש�����½���¯ǽ��ʹ��һ���º��ȶ�¯ǽ�ֳ�����б������������������Ӱ�����ߵ�����������Ϊ�����Щ���⣬����ȱ�ݺ�������F��˾�����Ը�¯�����ۺ��Ż����죬�����ļ���¯����Ҫ���ǣ��߲������ʡ��ͺģ�����������㣬ʹ�ð�ȫ���ɿ���
��1������¯��������
����¯Ϊ����ʽ����������¯������ϵͳ���÷�ɢ���������������ʽ���죻����¯����Ҫ�ṹ�ߴ�Ϊ����Ч���ȣ�28750 mm������¯�ڿ���9700mm����¯�Ÿ߶ȣ�1650mm�� ��¯�Ÿ߶ȣ�2200mm�����Ϲ����900��4500 mm������500��900mm�����180��200mm�������¶�1180��1280°C������¯����150t/h�������������ȸ��֣��ͺϽ�֡�̼�ؽṹ�֡�����̼�ظ֣�ȼ�ϼ�����������¯ú����ֵ3344kJ/Nm3���ӵ�ѹ��5��10kPa��
��2������¯���ڵ���Ҫ����
����¯���ܲ��㣬���ܴﵽ120 t/h�������Ҫ�����ϴ�����������ߴ�1.5%���ϣ�¯��ѹ��70��80Pa��¯ǽ�������ϴ��ദð��й©ú��������ש��¯���㸲�����䣻��ͨ�������ʸߣ������������̡�
��3��ԭ�����
������Ͻṹ����ʽ��������������㸲���������Ҫԭ�����ֽṹʹ����������֮���խ�ķ�϶������Ч����ʵ��ע�ϣ�ʩ�������������м�λ�ñ�Ȼ���ڽ�ע�������������¯��ѹ���ϸ�ʱ��¯�ڵ���������ϵ�ͨ���˷�϶����ӿ���ڳ��ڳ�ˢ�£��˷�϶�е�һЩʩ��ʱ���µķ��ϱ���ˢ��֮��¯�ڵĸ�������ɽ�¯Ƥ�ְ��ռt��������¯Ƥ�ְ��մ����γɴڻ�������˽������ṹ��������Ǹ���ĺ��ġ���������ṹ��ʽ�ı�����ʵ�ָ������±��汻��ԭ�Եĸ�¯ú�����ǣ����������������𣬶���ʵ���в�û�����Ե�֤�ݱ����÷����Խ��������������棬����ƺ��������Ҳ��õ�����ʽ���������İ�����ȱȽ��ǡ�
��Σ����������������أ������忹�������Լ������������Խϲ�������������������������ú��������������������Ŀռ��·��ͨ��������������������Ч�ã���������Ҳ��֮�½���
���������Ż�����
1��D��˾��������ʽ�Ƹּ���¯��������
���ԭ������ǽ��װ�϶�ǽ�������¶�ǽ�����ȶ�¯�ף�����¯���������϶�ǽ��������������Ƹ������Ҳ��õķ�ƫ������ʽ���죬������������ǽ��װ�϶�ǽ�������¶�ǽ�����ȶ�¯�ס�
���ø����ܡ��������մɷ����壬�Ӵ�������װ������������ͨ����֧�ܡ�����ǰ�ܵ������ţ�����¯Ƥ�ְ塢��ɨ��ɢϵͳ��ѹ������ϵͳ������ϵͳ������ԭ�е����Զ���ȼ�տ���ϵͳ���Զ������Ƴ��������±��ƣ�ˮ�����¸��������������ˮ��ǿ�ȡ�
2��F��˾���ֲ���������¯��������
����ȫ������ʽ���죬���������������ʽ��Ϊ���ҽ���������졣ԭ��¯ǽȫ���������������������ȫ����ͨ���������ܵ�������ԭ�е����Զ���ȼ�տ���ϵͳ����ȫ��ɢ�����Ϊ�ֶηֲ��ʵ�ַ�ѹ��¯�¡�¯ѹ���Զ����ڡ�
���������������������
1��D��˾��������ʽ�Ƹּ���¯
�ü���¯��2013��1��4��ͣ¯��ʼ���¡������Բ����2013��2��6�տ�ʼ����¯��2013��2��21�ճ���֡�������Ч������1��
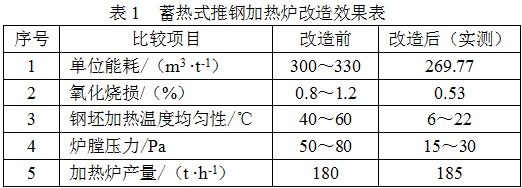
�Ż����������ź�֮��������Ͷ�ʼ����ڿ��ǣ�¯���߶�δ������������¯�����150��200mm������¯¯ѹ���Ƶ�ָ�꽫����á����⣬��������Ȼϰ����ԭ�еIJ�����������ԭ����¯�����������������£����ȶ��DZ��������ȶν��в����ġ������ļ���¯�����������㣬�����ȶ������ٶȿ죬����������ʵ����;��ȶ�¯�£���Խ�һ�������ܺģ��������������Ϊ������
�������ȽϿ��Կ������ָֽ�Լ��30��60m3��¯ú��������ƽ���ָֽ�Լ45m3���㣬D��˾��¯ú���۸�Ϊ0.08Ԫ/m3����ָֽ�Լ3.6Ԫ/t���ָ����������½���0.27%��0.47%������ƽ���½�0.37%���㣬��ʱ�����г��۸�Ϊ3700Ԫ����ָ���Ч13.7Ԫ��
������5��ָ��ıȽϿ�֪������1��2����Ч��ͷdz��ָֽ�Լ��Ч17.3Ԫ/t��2012��һ�������߲���1.05×106 t���մ˼��㣬�����Ч1.8165×107Ԫ��
2��F��˾����1#����ʽ����������¯
�ü���¯��2011��11��25��ͣ¯���²���ʼ�����Բ����2011��12����Ѯ��ʼ��װ��2011��12��30������11ʱ���2012��1��17�տ�ʼ���֡�������Ч������2��
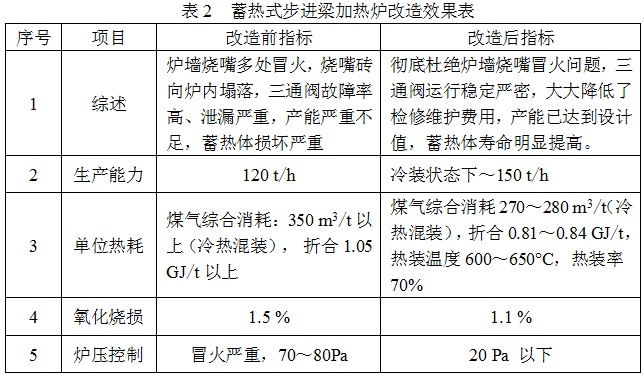
�����еIJ���֮���ǣ����ȿ����������ƫ���Ĵ�ʩ����ɼ���¯���¶λ���ƫ�̣�¯�¾�������ԭ����¯�������δ��������ߣ���Ȼ���������������������ܽ����֮����
�ġ�����
��1�����۰��߲ļ���¯�����Ǵ��ּ���¯��Ӧ������ʽ����������ʵ���Ƚ��ļ���ָ�ꣻ��Ʋ��ֺ���������ʽ����¯�볣�����¯��Ƚ��ܽ����������ԣ������ȶ��ɿ���ά���ɱ�Ҳ���ߣ����й㷺���ƹ��ֵ��
��2����ͬˮ������ʽ����¯���ü���ָ�ꡢά���ɱ�����ܴ������Ż�������ʽ����¯�����¾Ϳ����ջظ���Ͷ�ʡ�
��3���������������ܵ��մɷ������DZ�֤����ʽ����¯���־��ü���ָ��Ĺؼ����ϡ������弼�����������������ɱ��������⣬���������ҵ���մɷ������������“��ͨ���Ͳ������”����Ʒѡ����ֻ����Գɱ�����͡�ʵ���ϣ��ɴ˸�����¯�����ľ���Ч����������۸��ļ�ʮ���������ϰٱ����������ѡ��Ӧ�����ܴӱ�֤����¯�ļ���ָ�����֣��Ӷ�ȷ��Ч����á�
��4��¯��ѹ��������ʽ����¯���Ƶĺ��ģ���ָ��֮��������У��ศ��ɡ���¯��ѹ���õ��ܺõĿ��ƣ�������ʽ����¯�IJ������ܺġ������ָ�궼��ܺã���֮��ָ�궼�
��5������ʽ����¯һ����ʼ����������¯ǽ���ڻ�����⣬�����͵�ͬ�ڶ���ѭ���Ŀ�ʼ���������ֶ������Dz�����ģ�ֻ��ͨ�����ޡ��������������¯ǽ��ȫ����������ʽ�����������
��6������¯�����ƶȲ���ϰ���Ե��հ�����ģʽ��Ӧ���ϼ���¯���������ԣ���������ʽȼ�ռ��������Ч�档