数控车轮车床的故障诊断与分析
上海铁路局各车辆段车轮车床逐步进行了数控改造,统一使用西门子802D数控系统。 经过几年探索,逐步积累了数控维修经验,掌握了对数控设备的故障诊断和维修方法。现从设备主要故障、故障原因及维护、处理方法和处理流程,结合工作实践阐述如下。
一、主要故障统计和原因分析
1、近4年来我段3台车轮车床数控改造后发生的主要故障统计(见表1)
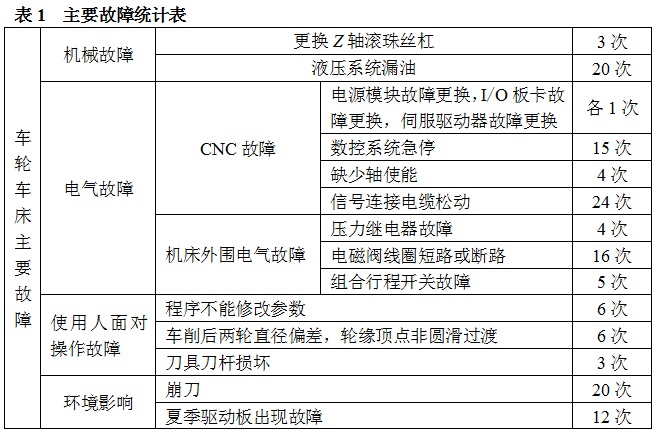
2、主要故障分析
(1)Z轴滚珠丝杠易损坏,主要是缺油,缺少润滑,车轮车床数控改造后在上电启动后自动润滑一次,X轴在下方, 油压大;Z轴在上方,油压低,润滑相对较差,所以定检时开泵检查X、Z轴油管出油量并疏通管路。如长时间使用,要求使用人必须手动加油。
(2)数控系统急停,我段数控改造车轮车床启动时,液晶屏显示提示故障380500,代码599。经检测用替换法发现是输入输出板PP72/48 损坏,更换后排除。
(3)系统单边或双边显示缺少轴使能,报警号021612,提示“通道伺服使能位移时被复位”,单边故障时一般情况检查24V电源和到驱动模块各个环节有无断路和接触不良。双边显示时,重点检查电源24V,因为只有电源同时给两块驱动模块提供脉冲使能信号,使能继电器长期处于通电状态,触点接触不良导致驱动模块缺少使能信号是多发故障,一般只要更换使能继电器座即可解决。
(4)信号连接电缆松动,车削踏面擦伤时,车床周期性振动加大,导致接线柱部局部松动。在定检时紧固接插件,重点是I/O板上紫色通讯电缆、伺服电机上电源和编码器电缆。信号连接电缆松动是导致数控软故障的主要原因。
(5)顶尖不能后退,但将顶尖后退和卡抓松两个按扭同时按下去,则顶尖后退。手按顶尖后退,则继电器无输出,通过检查PLC梯形图,卡抓紧压力继电器SP3对顶尖有联锁,检查压力继电器SP3,发现闭合后不能正常脱开,更换后解除故障。
(6)组合行程开关故障主要是因为导轨防护盒部分脱落未及时修复,导致铁屑进入切断(限位)电缆。所以导轨防护盒松动时应及时修复,在定检时强调分解防护盒,检查线路,并清理铁屑。
(7)驱动报警增多,主要是因为环境温度偏高,数控伺服驱动模块和电源模块积蒙油灰,散热不良导致的。在定检时,拔下接插件用吹风机吹,再重新连接接插件。
二、数控车轮车床发生故障的主要处理方法
1、借助802D系统自诊断功能,根据报警指示灯状态的故障维修
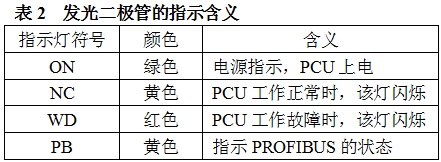
(1)CNC装置上在802D PCU正面前端盖内(PCMCIA插槽旁)有4个发光二极管, 指示含义见表2。
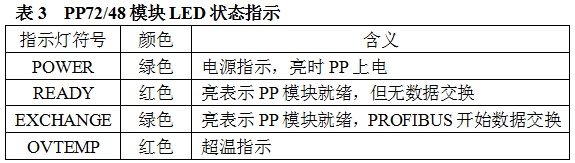
(2)PP72/48输入输出模块LED状态指示(见表3)
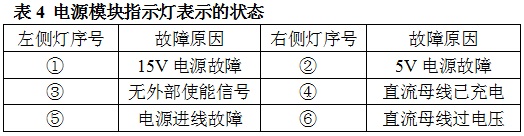
(3)电源模块有6个灯,左侧①、③、⑤,右侧②、④、⑥,其亮灯所对应的含义见表4。
(4)驱动模块:在X23接口下有总线状态指示灯,红色表示无数据交换,重点检查总线接口连接件和焊接质量;绿色表示数据交换。
(5)根据驱动模块的状态显示:611U/ UE系列驱动单元状态可以通过驱动控制板上6只数码管显示。正常情况下显示“RUN”。① 若显示“E”:表示驱动器报警;② 显示“---”:表示驱动器有一个报警,显示“=”:表示有多个驱动器报警,通过“P”可以显示其余报警号;③ 显示“A”表示驱动器第一轴报警,显示“B”表示驱动器第二轴报警;④、⑤、⑥的显示,根据报警号参阅西门子802 D诊断说明,可以排除故障。或者按键盘“HELP”根据报警号帮助键调出故障原因和排除办法。
2、根据U/O信号状态的故障维修
在802 D系统中,U/O信号子模块作为系统PROFIBUS总线的外设,称之为PP,可以利用MDI/CRT面板随时检查信号状态。具体过程:① 同时按住操作面板SHIFT和SYSTEM 键,进入系统页面;② 按PLC功能键, 显示PLC页面;③ 当页面无PLC功能显示时,可以通过“菜单扩展”键使PLC状态功能显示在页面上;④ 输入需要检测的I/O信号地址;⑤ 按MDI面板上“输入”键,系统显示对应字节上8位信号状态,1为通,0为断。
3、根据PLC程序清单检修故障
PLC程序中包含了机床动作的执行过程以及执行动作所需的条件,它表明了指令信号、检测元件与执行元件之间的全部逻辑关系。借助PLC程序维修人员可以迅速找到故障原因,它是数控机床维修中使用最多,最重要的资料。
4、替换法
左右刀架进给系统是数控车轮车床改造的重要部分,由仿形改为数控。左右刀架有完全独立的两个系统,从电源模块到执行伺服电机,当怀疑其中某一环节有故障时,拿另一侧相同的硬件替换可以比较容易确定故障,达到模块或板级维修。